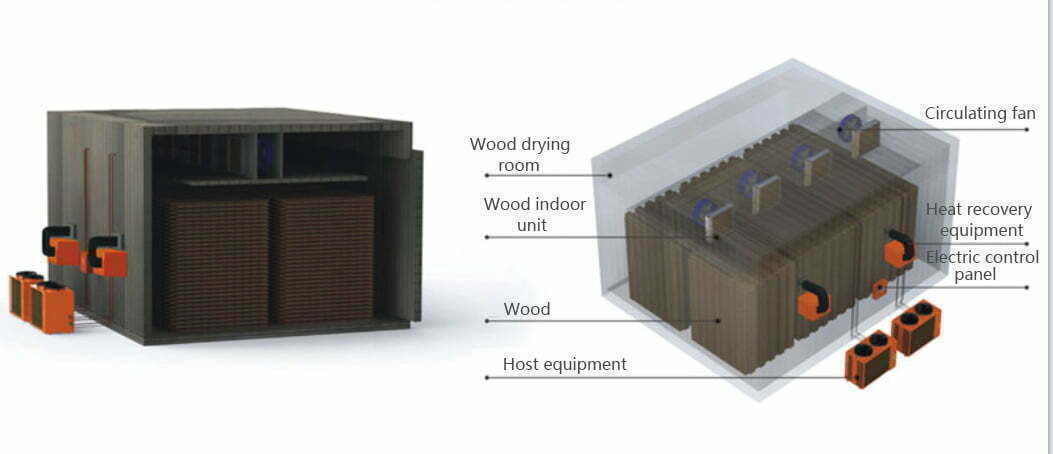
Machine components
1.Indoor unit: it controls the start and stop bottom of the drying room, and controls the temperature, humidity and dehumidification time of the drying room
2.Outdoor unit: it absorbs the heat of outdoor air and make it become isothermal and pressure gas to circulate again
3、Heat recovery machine:it exchanges the energy between the fresh air entering the room and the dirty air which need to be exhausted from the room, which means it can exhaust the dirty air while leaving energy.
4、Drying room:it provides heat preservation for materials in the drying room.
5、Circulating fan: it allows the hot air to drying the material evenly according to the air path we set.
6、Electricity control box: it has automatic control system to control the normal operation of the machine, meanhwile, it also installed protection device for preventing short-circuit and overheat.
Brief introduction of wood drying process
The basic content and purpose of heat and moisture treatment: The heat and moisture treatment in the wood drying process includes low-temperature preheating, initial treatment, intermediate treatment, balance treatment and final treatment of wood.
Low temperature treatment
The low-temperature preheating of the dried wood is carried out before the initial treatment. There are two purposes: one is to heat up the surface of the shell and the surface of the main equipment parts in the drying chamber, so as to avoid condensed ice generated by subsequent high temperature and high humidity; another purpose is to allow the wood gradually adapt its environmental conditions in the drying room. At the time when the surface of the wood is heated, the temperature difference alongside the thickness direction of the wood should be reduced for the purpose of offering convenience for initial treatment.
Initial treatment
The initial treatment of the dried wood is carried out after low-temperature preheating and before the wood is prepared for drying. One of the purposes is to heat up the wood alongside the thickness direction, that is making a convergence between the surface temperature of the wood and the temperature of the core layer, so that the wood can accelerate the internal moisture to move to the surface when it enters the drying stage; the second purpose is to prevent the wood from being cracked during the drying process, especially to avoid surface cracking.
Low-temperature preheating and initial treatment of wood are very important steps in the wood drying process. For semi-dry wood and air-dried wood, low-temperature preheating and initial treatment can eliminate the surface tensile stress generated by the dried wood during the air-drying process. For wet wood and raw wood, low-temperature preheating and initial treatment can evaporate part of the moisture content in the wood, so that the initial moisture content tends to be even. Low-temperature preheating and initial treatment can also reduce the fiber saturation point of wood and the viscosity of water in the wood, which relaxes the surface capillaries of semi-dry wood and air-dried wood, and improve the conductivity of water in the wood. Low-temperature preheating and initial treatment can also reduce the chance of internal cracking of the wood in the later stage of drying.
Intermediate processing
The wood will produce surface tensile stress in the early stage of the drying process, and will cause internal cracks in severe cases. The purpose of intermediate treatment is to eliminate the surface tensile stress and surface hardening. It means that through high temperature and high humidity treatment, the surface of the wood is fully moisturized, and the drying stress and the surface hardening is eliminated to avoid wood cracking. Meanwhile, it can prevent internal fissures and can relax the surface capillary and slow down the water content gradient at the same time, so as to facilitate the continued drying. After intermediate treatment, the drying speed will be significantly accelerated within a certain period of time, and the wood will not be damaged.
Balancing treatment
If the dried wood has the following conditions, the wood must be balanced in the later stage of drying:
(1) If the initial moisture content of the wood before drying is very different, for example, the difference is more than 20%-30%.
(2) When the moisture content of the wood has reached the required final moisture content value through the inspection of the inspection board, there may still have a part of the wood that has not fully reached the required moisture content, and the actual moisture content of the dried wood at the time is very different. .
(3) When the sweat rate of the dried wood has reached the required final moisture content value through the inspection of the inspection board, some of the moisture content alongside its thickness may still distributed unevenly, and when the moisture content of the inner layer is still high .
(4) When the requirement for the uniformity of the final moisture content of the dried wood is relatively high, after balance treatment, the woods whose final moisture content requirement has already meet shall not be dried, whereas the woods that has not reached the final moisture content requirement shall continue to drying in order to improve the drying uniformity of the final moisture content of the entire wood and the uniformity of the distribution of moisture content along the thickness.
Final treatment
After the dried wood reaches the required moisture content and undergoes a balance treatment, no matter whether the moisture content distribution along the thickness direction is uniform or not, there will be varying degrees of residual stress inside it. In order to eliminate the residual stress and make the moisture content distribution along the thickness of the wood more uniform, it is necessary to perform necessary heat and moisture treatment on the dried wood. This treatment is called the final treatment of the dried wood. For wood production, the wood materials that require the drying quality achieve Grade I, Grade II, or Grade III shall be subjected to the final humidity adjustment treatment.